See this website in English
See this website in English
فرمولاسیون قطعات خودرویی بر پایه رابر EPDM – بخش دوم
در بخش های قبلی در ارتباط با مزیت های EPDM های تولید شده با کاتالیست های متالوسنی و کاربردهای آن ها در تولید قطعات خودرویی صحبت هایی شد. پیشنهاد می شود ابتدا به لینک های زیر مراجعه کنید و این نکات را مطالعه کنید و ادامه فرمولاسیون های قطعات خودرویی مبتنی بر EPDM را در این بخش دنبال کنید.
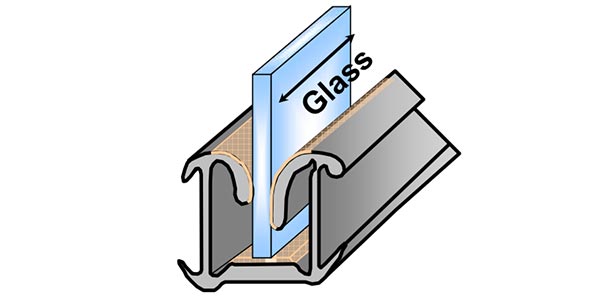
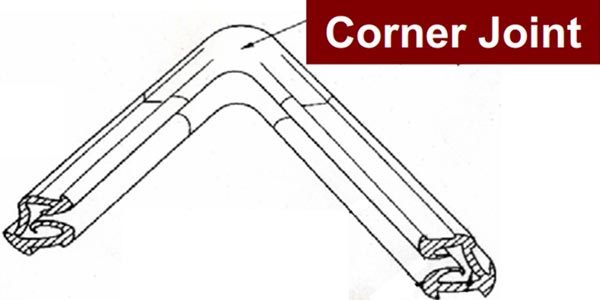
بخش مهمی از قطعات لاستیکی مورد استفاده در تولید خودروها به دلایل مختلفی همچون سبکی، عایق بودن در برابر صوت و گرما، انعطاف و شکل پذیری خوب و مسائلی از این دست، به صورت فوم و در اصطلاح اسفنجی تولید می شوند. از جمله این قطعات نوارهای اسفنجی حاشیه درب خودروها است که نقش مهمی در عایق سازی کابین خودرو در برابر نفوذ مایعات، صدا، گرما، سرما و همچنین جذب ضربات دارند. مهندسی ترین گزینه لاستیکی برای تولید این قطعات EPDM است و تصویر زیر نمونه ای از این قطعات را نشان می دهد.

علاوه بر الزامات عملکردی ذکر شده در بالا، به دلیل اینکه این قطعات در معرض دید کاربر هستند بایستی سطحی کاملا صاف و بدون برآمدگی و شکفتگی (Blooming) داشته باشند. بنابراین در انتخاب گرید EPDM پایه و مجموعه افزودنی های تقویت کننده، فوم زا و پخت بایستی دقت کافی به کار گرفته شود. مهمترین وجه تمایز این کاربری EPDM با دیگر کاربردهای ذکر شده در قبل، قابلیت گرید انتخابی در میزان بازگشت به شکل اولیه و تغییر شکل ندادن در اثر بار وارده از سوی درب خودرو است و در حقیقت مانایی فشار این قطعات بایستی بسیار کم باشد. معمولا EPDM های حاوی زنجیره های پلیمری با شاخه های بلند برای این کاربری استفاده می شوند. سرعت پخت این قطعات نیز بالا باید باشد و بنابراین از گریدهای EPDM با ترپلیمر بالا (High Norbornene) استفاده می شود.
به صورت کلی فرمولاسیون تولید این قطعات شامل اجزا با غلظت های ذکر شده در زیر است.
- EPDM (Oil extended (10-20 part)): 100-120 part
- Zinc oxide: 5 part
- Stearic acid: 2 part
- Carbon black: 80-100 part
- Paraffinic oil: 70-90 part
- Calcium carbonate: 30-50 part
- Calcium oxide: 5 part
- Curing agents:
- MBT: 2 part
- ZnEDC: 1 part
- DPTT: 1 part
- CBS: 1 part
- TeEDC: 0.3 part
- Sulfur: 1.5 part
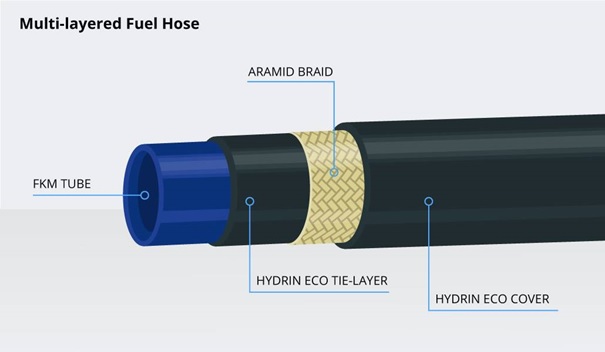
آخرین گروه مهم قطعات خودرویی که EPDM بخش لاستیکی آن ها را تشکیل می دهد، مجموعه شلنگ ها و جنت های انتقال آب مورد استفاده در قطعات زیر کاپوت خودرو است.

مهمترین الزامات این قطعات که EPDM به خوبی آن ها را برآورده می کند، عبارتند از:
- انعطافپذیری بسیار عالی در دماهای پایین
- مقاومت حرارتی بالا به دلیل قرارگیری در معرض دمای موتور
- فرایندپذیر بودن و شکل پذیری خوب
- حفظ خواص بالا برای طولانی مدت
EPDM های مناسب برای این کاربری بایستی انعطافپذیری خوبی داشته باشند و بتوان آن ها را با روغن به خوبی کامپاند و شکل دهی کرد. سرعت پخت این قطعات معمولی است و درصد کومنومر بالایی نیاز ندارند.
به صورت کلی فرمولاسیون تولید این قطعات شامل اجزا با غلظت های ذکر شده در زیر است.
- EPDM (Oil extended (10-20 part)): 110 part
- Zinc oxide: 5 part
- Stearic acid: 1 part
- Carbon black: 130 part
- Paraffinic oil: 65 part
- Polyethylene glycol (PEG 4000): 1 part
- Calcium carbonate: 30 part
- Calcium oxide: 7 part
- Curing agents:
- ZnBDC: 1.5 part
- EU: 0.5 part
- CBS: 0.5 part
- TMTD: 0.5 part
- Sulfur: 0.3 part
- Dithiodimorpholine: 1.5 part
سختی چنین شلنگی در حدود 70 shore A خواهد بود و مانایی فشار بسیار کمی باید داشته باشد.