See this website in English
See this website in Englishمقایسه فرآیندپذیری پلی اتیلن های سبک خطی متالوسنی (mLLDPE) نسل اول با پلی اتیلن های پیشرفته (APE)
نسل اول پلی اتیلن های سبک خطی متالوسنی (mLLDPE) با وجود اینکه خواص مکانیکی بسیار بالاتری نسبت به پلی اتیلن های متداول داشتند و انتظار می رفت از همان ابتدا در بسیاری از کاربردها از انواع فیلم ها، بسته بندی های مواد غذایی تا روکش های سیم و کابل و حتی محصولات پزشکی جایگزین مواد مرسوم گردند اما به خاطر معدود ضعف هایی که داشتند هرگز نتوانستند سهم بزرگتری از بازار را در اختیار داشته باشند. اصلی ترین و اساسی ترین نقطه ضعف mLLDPE های نسل اول، فرآیندپذیری دشوارتر آنها نسبت به LLDPE و LDPE های متداول بود. به صورت عام در پلی اولفین ها شاخص جریان مذاب MFI معیاری است که فرآیندپذیری مواد پلیمری را تعیین می نماید. اما از طرفی فرآیندپذیری امری نسبی بوده و هر فرآیند تولید نیازمند استفاده از موادی با MFI متناسب با خود است. فرآیندپذیری ضعیف mLLDPEها به معنای عدم تناسب MFI آنها با میزان مورد نیاز برای کاربردهایی مانند فیلم دمشی نبود بلکه مشکل اصلی آنجایی بود که این مواد در یک MFI مشابه با LLDPE های متداول، اکستروژن دشوارتری داشته ( فشار اکستروژن بیشتر، بار بالاتر برروی موتور) و از طرف دیگر در هنگام تولید حباب، دمش آنها بسیار سخت تر بود (استحکام پایین تر مذاب و عدم پایداری حباب). اولین برای حل این مشکل آمیزه سازی mLLDPE ها با درصدهای بالای LDPE جهت کاهش دمای فرآیند، فشار اکسترودر، بار برروی موتور و بهبود استحکام مذاب و پایداری حباب بود. این روش با وجود اینکه در ابتدا بسیار موثر به نظر می رسید و فرآیندپذیری به خوبی می یافت اما خواص نهایی فیلم مانند استحکام کششی، مقامت ضربه و مقاومت پارگی در جهت MD به طور محسوسی کاهش پیدا می نماید.
پلی اتیلن های پیشرفته و تکنولوژی بایمودال
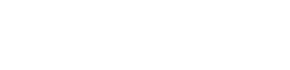
ترکیب تکنولوژی متالوسن و بایمودال اصلی آخرین راه حل شرکت های صاحب فناوری در راستای حل مشکلات فرآیندی و بهبود بیش از پیش ویژگی های منحصر به فرد متالوسن پلی اتیلن ها بود که در نهایت به توسعه جدیدترین نسل از متالوسن پلی اتیلن ها انجامید. تفاوت اصلی این نسل از متالوسن پلی اتیلن ها که به پلی اتیلن های پیشرفته (APE) نیز مشهور می باشند با نسل اول تولید محصول در دو یا چند راکتور سری به جای یک راکتور تنها بود. در این روش یک راکتور وظیفه تولید پلی اتیلن هایی با وزن مولکولی بالا و دیگری وظیفه تولید پلی اتیلن هایی با وزن مولکولی پایین را برعهده داشت. این موضوع تفاوت های مهمی را در توزیع مولکولی APEها ایجاد می نمود. توزیع وزن مولکولی بیان می نماید که چند درصد از پلی اتیلن از مولکول هایی با وزن مولکولی پایین، متوسط یا بالا تشکیل شده است. اهمیت توزیع وزن مولکلولی از آنجایی می باشد که هر وزن مولکولی تعیین کننده خواص مشخصی از پلی اتیلن است. در شکل زیر تفاوت در توزیع وزن مولکولی متالوسن پلی اتیلن های نسل اول و پلی اتیلن های پیشرفته مشخص شده است. همان طور که مشاهده می گردد هر ناحیه از منحنی توزیع وزن مولکولی بیانگر خواص مشخصی می باشد. به عنوان مثال ناحیه 1 که از پلی اتیلن هایی با وزن مولکولی پایین تشکیل شده است، سبب مشکلاتی مانند مهاجرت بو و مزه و یا دود کردن مواد اولیه در هنگام فرآیند می شود و به طور کلی مواد اولیه مورد استفاده باید تا جای ممکن فاقد اجزایی با وزن مولکولی پایین باشند. mLLDPEهای نسل اول با با داشتن یک قله در ناحیه 3 داری مقدار متوسطی از فرآیندپذیری و استحکام مکانیکی بودند. اما APE با یک توزیع دو قله ای (بایمودال) در نواحی 2 و 4، در بالاترین سطح فرآیندپذیری و استحکام مکانیکی قرار دارند. این نحوه توزیع اساسی ترین تفاوت میان APE ها و mLLDPE های نسل اول می باشد که در نهایت منجر به تولید موادی با چگالی پایین تر، استحکام بالاتر و پنجره فرآیندی گسترده تری نسبت به گریدهای معمولی می گردد.
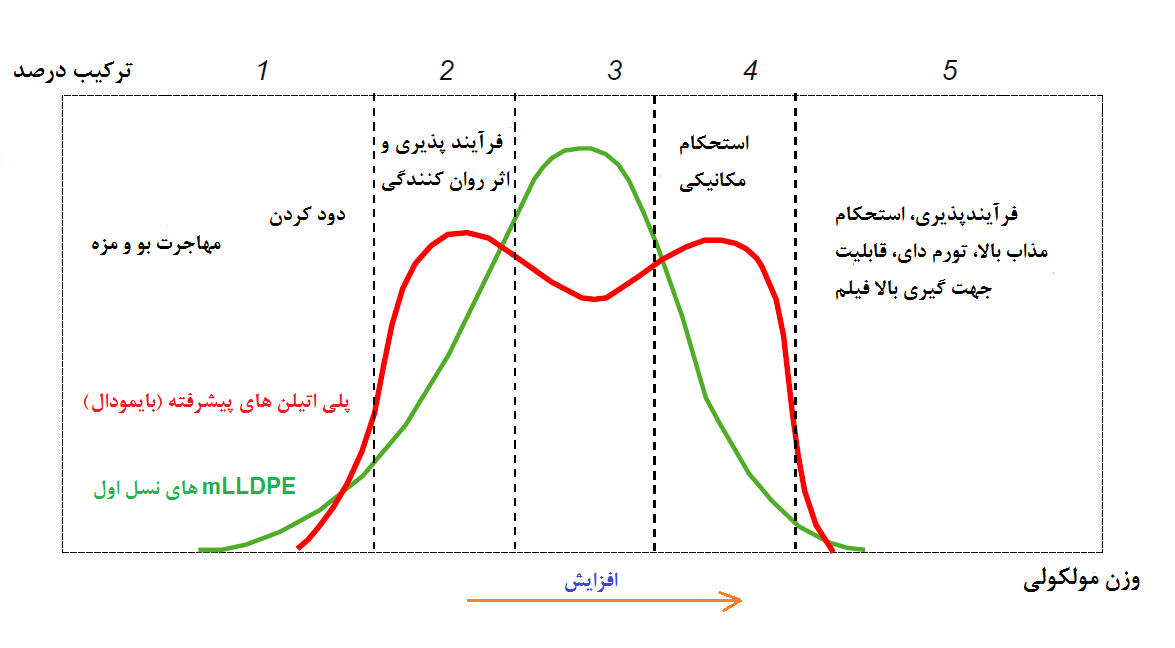
تفاوت در فرآیندپذیری APE ها با mLLDPE ها و LLDPE به خوبی در شکل زیر نمایش داده شده است. همان طور که مشاهده می شود APE ها در دو مشخصه فرآیندپذیری، فشار اکستروژن و استحکام مذاب عملکرد فوق العاده بهتری نسبت به mLLDPE های نسل یک و LLDPE ها دارند. در فرآیندپذیری پایین تر بودن فشار اکستروژن به معنای اکستروژن راحت تر (با گشتاور و دور موتور کمتر و دمای پایین تر) و استحکام مذاب بالاتر به معنای پایداری بالاتر حباب، نسبت دمش بیشتر، کشش سریعتر، کنترل بهتر ضخامت و در نهایت سرعت تولید بیشتر می باشد.
فرآیندپذیری APE ها به طور چشمگیری بهتر از mLLDPE و LLDPE می باشد. در شکل زیر مقایسه میان بار وارد شده بر موتور یک اکسترودر در شرایط فرآیندی یکسان و MFI مشابه برای mLLDPE و APE آورده شده است.

کاهش ضخامت یکی دیگر از ویژگی های منحصر به فرد APEها می باشد که از طریق آن می توان ضخامت فیلم تولیدی را تا 20 درصد نسبت به پلی اتیلن های معمولی کاهش داد. این موضوع از لحاظ اقتصادی سبب صرفه جویی در مصرف مواد اولیه، کاهش هزینه های حمل و نقل و در نهایت کاهش قیمت تمام شده محصول می گردد. به علاوه اثبات شده است که در تولید فیلم های نازک با APEها تحت نسبت دمش پایین (BUR)، سرعت تولید بالا، خط انجماد پایین و گپ دای وسیع تر، می توان به فیلم هایی بسیار نازک با جهت گیری بالا در جهت MD دست یافت که مقاوم پارگی فوق العاده ای نیز در این جهت از خود نشان می دهند. این ویژگی، خاص فیلم های نازک APE است و در پلی اتیلن های عادی مشاهده نمی گردد (شکل7).
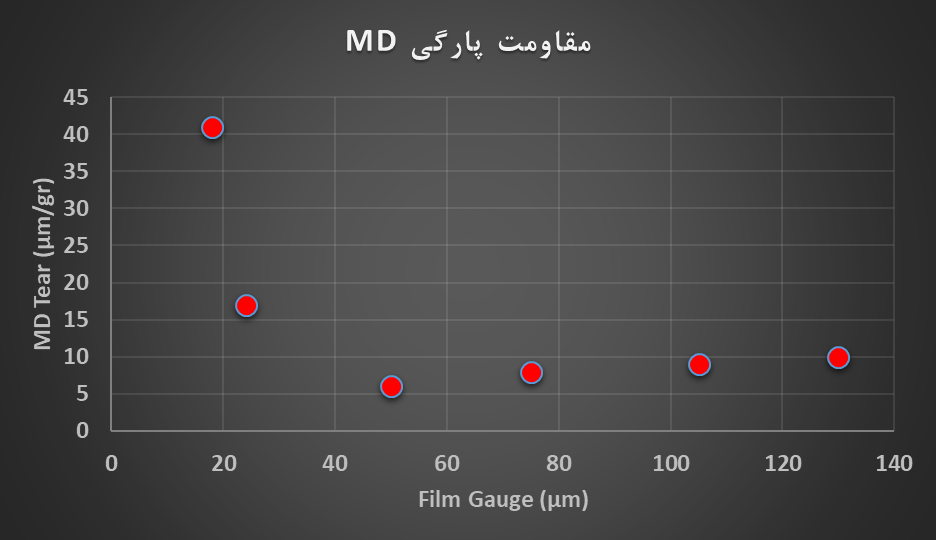
نمودار تغییرات مقاومت پارگی فیلم های تولید شده توسط APE درجهت MD با ضخامت فیلم
منابع
Metallocene Linear Low-Density Polyethylene, By Paul M. German, ExxonMobil Chemical Company
polymers.total.com
Polyethylene Film Extrusion: A Process Manual
primepolymer.co.jp
Metallocene Technology in Commercial Applications by George M. Benedikt
exxonmobilchemical.com
نویسنده