See this website in English
See this website in Englishمقایسه خواص دوخت حرارتی لایه های دوخت برپایه LLDPE و APE در فیلم های لمینه خطوط FFS
توانایی دوخت پذیری حرارتی یکی از اساسی ترین ویژگی های مورد نیاز برای انواع بسته بندی ها به خصوص بسته بندی های مواد غذایی می باشد. به همین جهت در تهیه فیلم های لمینه بسته بندی همواره یک لایه (آخرین لایه داخلی) را به لایه دوخت اختصاص داده و ترکیب فرمولاسیون مورد استفاده در آن لایه را برای ایدهآل ترین شرایط دوخت پذیری طراحی می نمایند. ویژگی های دوخت پذیری این لایه از یک طرف می تواند برروی سرعت، راندمان و هزینه های تولید تاثیر گذار باشد و از طرف دیگر طول عمر محصول بسته بندی شده را کنترل نماید. سرعت دوخت پذیری در این لایه به تناسب سرعت تولید را کاهش یا افزایش می دهد و بالا یا پایین بودن بودن دمای دوخت آن می تواند برروی هزینه های تولید تاثیر بگذارد. از طرف دیگر ویژگی Hot tack force این لایه تعیین کننده تعداد دفعات پاره شدن بسته بندی طی فرآیند تولید و میزان ضایعات بسته بندی می باشد. در نهایت یکپارچگی و استحکام دوخت این لایه میزان مقاومت بسته بندی در برابر نفوذ اکسیژن و رطوبت را کنترل کرده و طول عمر واقعی محصول بسته بندی شدی تعیین می نماید.
در صنعت بسته بندی دستگاه های Form/Fill/Seal یا به اصلاح FFS متداول ترین تجهیزات برای تبدیل فیلم های لمینه به ساشه های پرشده می باشند. در فرآیند تولید ساشه توسط دستگاه های FFS، فیلم لمینه به صورت پیوسته در داخل دستگاه شکل گرفته، پرشده و دوخت داده می شود. شماتیکی از این دستگاه در شکل ذیل آمده است.
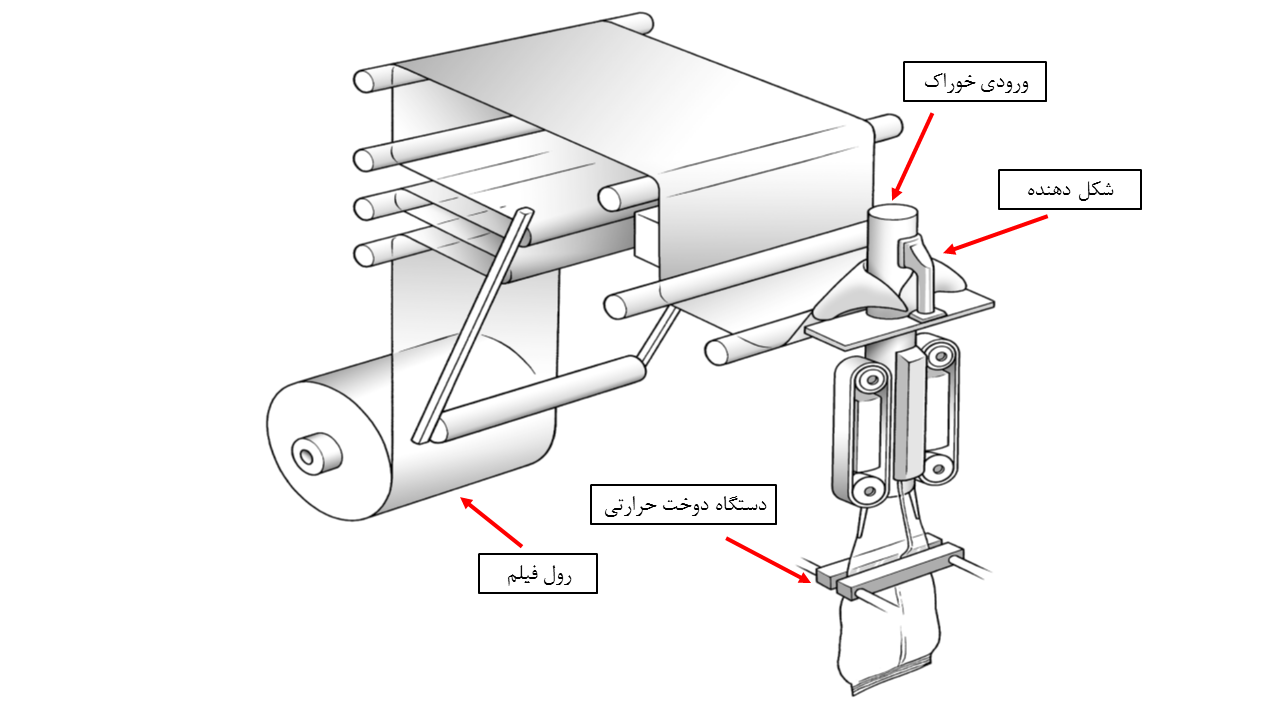
یک دستگاه FFS
در یک دستگاه FFS، استحکام دوخت بسته بندی 500 تا 1000 میلی ثانیه پس از اینکه دو صفحه دوخت باز می گردند و بسته بندی رها می شوند را hot tack force می نامند. این پارامتر از آن جهت اهمیت دارد که طی همین فاصله زمانی دوخت همچنان داغ بوده و ممکن است در اثر وزن محتویات موجود در بسته بندی نشتی پیدا کرده و یا دوباره از یکدیگر باز شود. در این حالت علاوه براینکه محیط آلوده و کثیف می گردد، حجم ضایعات نیز افزایش می یابد. این موضوع به خصوص در دستگاه های VFFS که در آنها فرآیند بسته بندی به صورت عمودی صورت می گیرد و یا در مواردی وزن محصول بسته بندی شده بسیار زیاد است اهمیت دارد.
LLDPE یکی از متداول ترین مواد برای استفاده در لایه دوخت فیلم های لمینه می باشد که تا به امروز توانسته است به بسیاری از نیازها در تولید بسته بندی های FFS پاسخ دهد. اما طی چند سال اخیر گذشته نسل جدیدی از پلی اتیلن های سبک خطی متالوسنی معرفی گردید است که برخلاف نسل اول متالوسن پلی اتیلن ها (mLLDPE) مشکل فرآیندپذیری نداشته و فرآیندپذیری فوق العاده بهتری نسبت به mLLDPEها و LLDPEها دارند. بررسی ها نشان داده است که فیلم های تهیه شده از APEها تا 40 درصد استحکام مکانیکی بیشتری نسبت به LLDPE ها داشته و تا 10 برابر مقاومت ضربه دارت بالاتری دارند. از طرف دیگر APE ها به سبب وزن مولکولی بالا و ساختار مولکولی منحصربه فردشان، مقاومت فوق العادهی در برابر رشد ترک ناشی از تنش های محیطی (ESCR) داشته و از لحاظ فرآیندی دمای ذوب پایین تری نسبت به LLDPE های متداول دارند. یکی از کاربردهایی رو به گسترش APE ها استفاده آنها در لایه دوخت انواع بسته بندی ها می باشد.
برای بررسی تفاوت میان کیفیت و سرعت دوخت LLDPE با APE در یک مقایسه سه فیلم سه لایه با مجموع ضخامت 40 میکرون و نسبت ضخامت لایه های 1/2/1 تهیه گردید. مشخصات لایه های هریک از این سه فیلم در ذیل آمده است. در جدول زیر C8 به معنای LLDPE ها و APEهایی می باشند که در تولید آنها از کُومنومرهای 1-اُوکتن استفاده گردیده و C6 به معنای APE هایی می باشد که در تولید آنها از کُومنومر 1-هگزن استفاده شده است.
| لایه سمت لمینه | لایه میانی | لایه دوخت |
| 90/10 C8-LLDPE/LDPE | 60/40 C8-LLDPE/LDPE | 90/10 C8-LLDPE/LDPE |
| 90/10 C6-APE/LDPE | 60/40 C6-APE/LDPE | 90/10 C6-APE/LDPE |
| 90/10 C8-APE/LDPE | 60/40 C8-APE/LDPE | 90/10 C8-APE/LDPE |
هریک از این سه فیلم دارای فرمولاسیون مشابهی در تمام لایه ها بودند و هر سه فیلم توسط یک چسب یکسان برروی یک لایه 15 میکرونی از پلی آمید آرایش یافته (OPA) لمینه شدند.
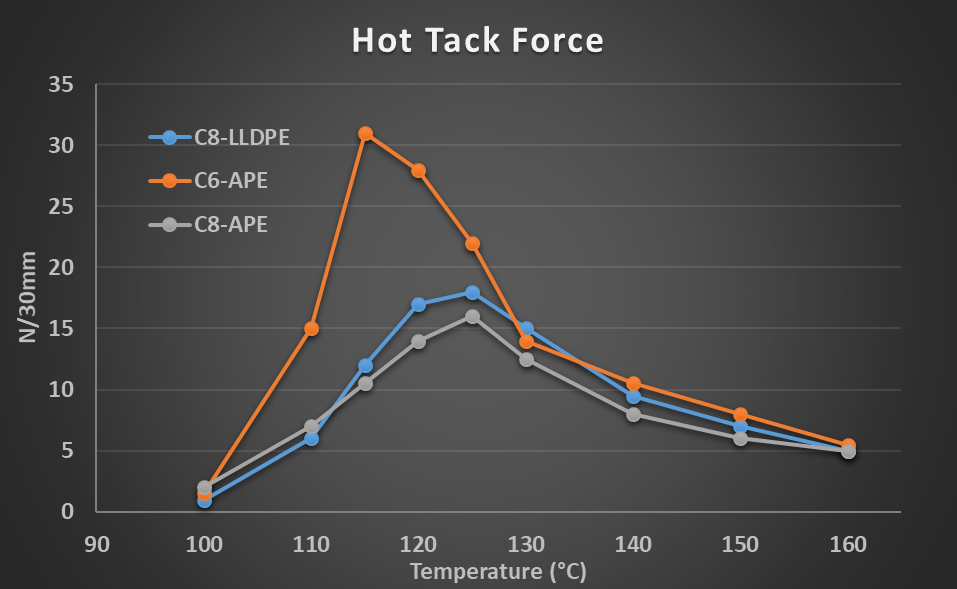
با توجه به نتایج تست Hot tack force که در نمودار زیر آمده است، فیلم هایی که در لایه دوخت آنها از
C6-APE استفاده شده است، hot tack force بسیار بالاتری را در بازه دمایی گسترده تری نسبت به دو فیلم دیگر از خود نشان می دهند و از طرف دیگر فیلم هایی که در لایه دوخت آنها از C8-APE گردیده است در خاصیت hot tack force عملکرد ضغیف تری نسبت به C8-LLDPE های متداول دارند. عملکرد فوق العاده C6-APE ها در خاصیت Hot tack force بدان معنی می باشد که با استفاده از این مواد می توان به یک فرآیند بسته بندی یکپارچه، سریع تر، با نرخ پارگی و نشتی بسیار پایین تری در هنگام بسته بندی در مقایسه با مواد متداول دست یافت.
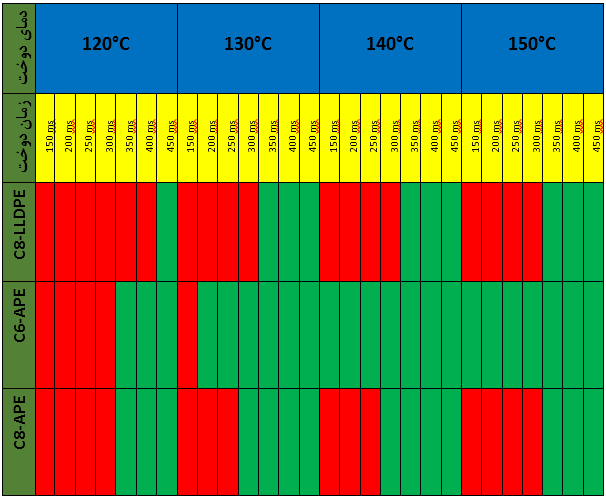
برای روشن شدن بهتر این موضوع در جدول زیر رابطه بین نوع پلی اتیلن مورد استفاده در لایه دوخت، دمای دوخت و سرعت دوخت در هر دما با عدم شکست و یا شکست و باز شدن لایه دوخت طی فرآیند بسته بندی آورده شده است. این آزمون در یک خط FFS عمودی صورت گرفته و بسته بندی ها با 1.3 کیلوگرم کربنات کلسیم پرشده اند. در جدول زیر رنگ سبر به معنای یکپارچگی، بسته بودن و عدم شکست دوخت بر اثر وزن محتویات بسته بندی در هنگام فرآیند بوده و رنگ قرمز به معنای تغیر شکل، باز شدن و شکست دوخت در طی فرآیند و براثر وزن محتویات بسته بندی می باشد. همان طور که مشاهده می گردد فیلم هایی که در لایه دوخت آنها از C8-LLDPE استفاده گردیده است برای عدم شکست نیازمند زمان های دوخت طولانی تری بوده و برای داشتن یک عملکرد مناسب نیازمند انجام دوخت در دماهای بالای 130 درجه سانتی گراد می باشند. از طرف دیگر فیلم هایی که در لایه دوخت آنها از C8-APE استفاده گردیده است، عملکرد نسبتا بهتری داشته و علاوه بر سرعت دوخت نسبتا سریع تر قابلیت دوخت پذیری در دمای 120 درجه سانتی گراد را نیز دارند. اما بهترین عملکرد متعلق به C6-APE می باشد که در تمام بازه های دمایی مذکور قابلیت تشکیل یک دوخت منسجم را در کمترین زمان ممکن دارد و می تواند در زمانهای کمتر از 250 میلی ثانیه نیز دوخت بشود امری که در سایر فیلم های مذکور مشاهده نشد. این موضوع بدان معنا است که با استفاده از C6-APE ها می تواند به یک فرآیند بستهبندی بسیار سریع تر با دمای دوخت کمتر که از لحاظ اقتصادی منجر صرفه جویی خوبی در هزینه ها می گردد، دست یافت.
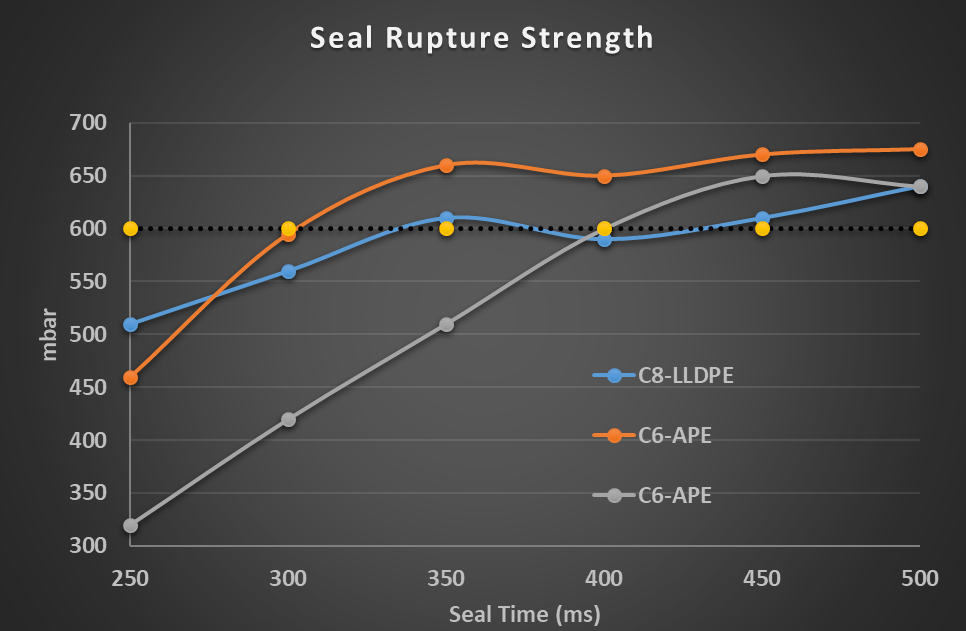
جهت بررسی رابطه بین مقاومت پارگی دوخت بسته بندی با زمان دوخت، سه فیلم تحت یک دمای دوخت یکسان (140 درجه) قرار گرفتند. نتایج آزمون در نمودار زیر آمده است. در این نمودار خط چین سیاه رنگ حد نهایی استحکام لایه دوخت می باشد (600mbar) و پس از آن بسته بندی از سمت لایه لمینه پاره می گردد و نه لایه دوخت. همان طور که مشاهده می گردد هر سه بسته بندی پس از یک زمان دوخت مشخص به حد نهایی استحکام پارگی (600mbar) که بالاترین حد یکپارچگی دوخت قابل دستیابی می باشد، خواهند رسید. اما با این وجود فیلم های برپایه C6-APE با سرعت بیشتر و زمان دوخت حرارتی بسیار کمتری به حد نهایی یکپارچگی دوخت می رسند. این زمان دوخت 10 درصد از فیلم های برپایه C8-LLDPE و 25 درصد از فیلم های برپایه C8-APE سریع تر می باشد. به عبارتی فیلم های برپایه C6-APE در زمان های دوخت حرارتی کمتر استحکام دوخت بالاتری از خود نشان می دهند. از این حیث متالوسن پلی اتیلن های C6-APE گزینه بسیار مناسبتری نسبت به LLDPE ها و C8-APE برای کاربردهایی مانند بسته بندی مواد غذایی می باشند که یکپارچگی دوخت تاثیر بسزایی برروی طول عمر محصول بسته بندی شده دارد.
منابع
- The Use of Metallocene Polyethylene in Co-Extruded Lamination Film, 2007 European PLACE Conference
- The Relationship between Hot Tack Force of Packaging Material and Filling Efficiency: labthinkinternational.com
- The Application of Hot Tack Force of Packaging Material in a Filling Production Line: http://www.azom.com
نویسنده